服務咨詢熱線
?18815335818?

淄博鼎昌信隆塑膠科技有限公司
聯系人:石經理
手機:18815335818
電話:18815335818
傳真:0533-3984111
網址:m.hou-studio.com
郵箱:18815335818@139.com
地址:淄博高新區民安路37號
電熔連接
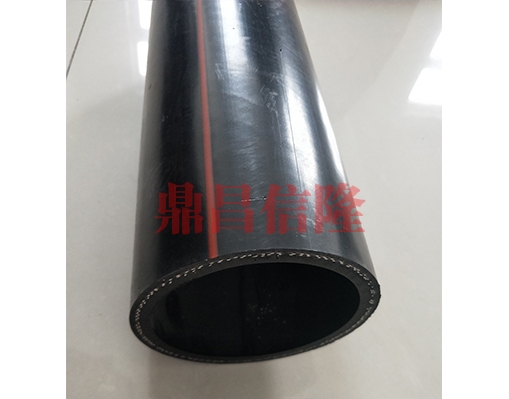
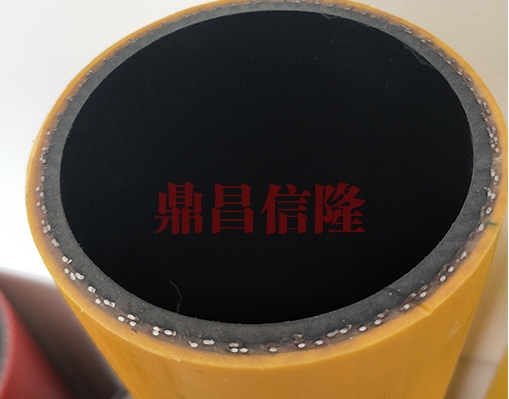
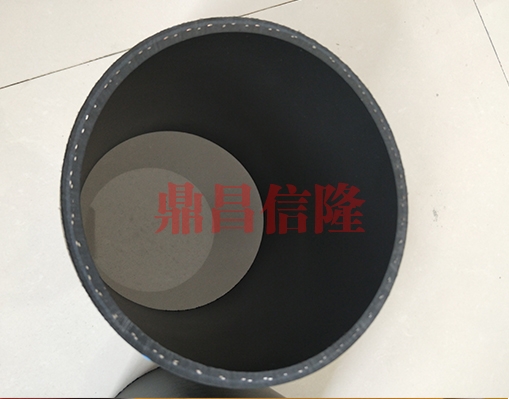
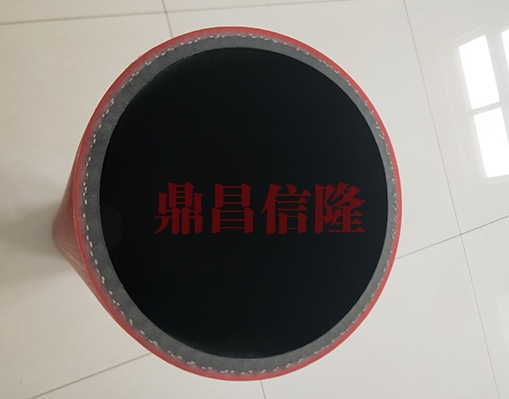
先將電熔管件套在管材上,而后用專用焊機按章程的參數(時光、電壓等)給電熔管件通電,使內嵌電熱絲的電熔管件的內表面及管子插入端的外觀面熔化,冷卻后管材和管件即熔合在一起。其特點是連接簡便快速、接頭品質好、外界因素騷擾小、但電熔管件的價值是尋常管件的幾倍至幾十倍、(口徑越小相差越大),通常合適于大口徑管道的連接。
1、電熔承插連接的程序(過程)。
檢驗-----切管-----干凈接頭部位-----管件套入管子-----更正-----通電熔接-----冷卻
(1)切管:管材的連接端要求切割垂直,以保證有充足的熱熔區。常用的切割器材有旋切刀、鋸弓、塑料管鉸剪等;切割時不應許發生高溫,免得導致高溫變形。
(2)干凈接頭部位并標出插入深度線:用細砂紙、刮刀等刮除管材表面的氧化層,用干凈棉布擦除管材和管件連接面上的污物,標出插入深度線。
(3)管件套入管子:將電熔管件套入管子至章程的深度,將焊機與管件連好。
(4)更正:調節管材和管件的位置,使管材和管件在同樣軸線上,預防偏心形成接頭焊接不穩定,氣密性不好。
(5)通電熔接:通電加熱的時光、電壓應符合電熔焊機和電熔管件制作廠的章程,以保證在對照佳供給電壓、對照佳加熱時光下、取得對照佳的熔接接頭。
(6)冷卻:由于pe管接頭唯有在所有冷卻到常溫后才能抵達其對照大耐壓強度,冷卻時光其余外力會使管材、管件不能維持同樣軸線,從而影響熔接品質,因此,冷卻時光不得移動被連接件或在連接處施加外力。
折疊 熱熔連接
熱熔承插:熱熔設備抵達設定工作溫度方可操縱。
管材端切割要端正、整潔、潔凈。
承插要抵達象征深度。嚴禁轉動。
熱熔對接:熱熔焊機溫度管制要準確。
焊接加熱時光、溫度、壓力和保壓、冷卻時光要符合章程。
保溫、冷卻時光不得在連接件上施加外力。
折疊 機械連接
絲扣連接:與相同規格的內絲或外絲連接。
法蘭連接:法蘭套原料與管材材質相同。
鋼塑轉化連接:辭別與相同材質的原料連接。
18815335818@139.com
?18815335818
0533-3984111
| 掃描右側二維碼 +關注我們 實時關注服務動態 |  |